
公司:濟南(nán)金欣發不鏽鋼有限公司
聯係人: 劉博(bó)/劉增田
電 話: 183 6617 7753 / 138 8499 6663
門市地址:濟南市天橋區曆山北路黃(huáng)台不鏽鋼市場1區113號
傳真/座(zuò)機 :0531-82955732
0531-82955953
工廠(chǎng)地址:濟南(nán)市(shì)曆城區同華路12號
工廠電話 :0531-88287691
0531-88287692
郵 箱:864958766@qq.com
網址:www.jnnrjx.com

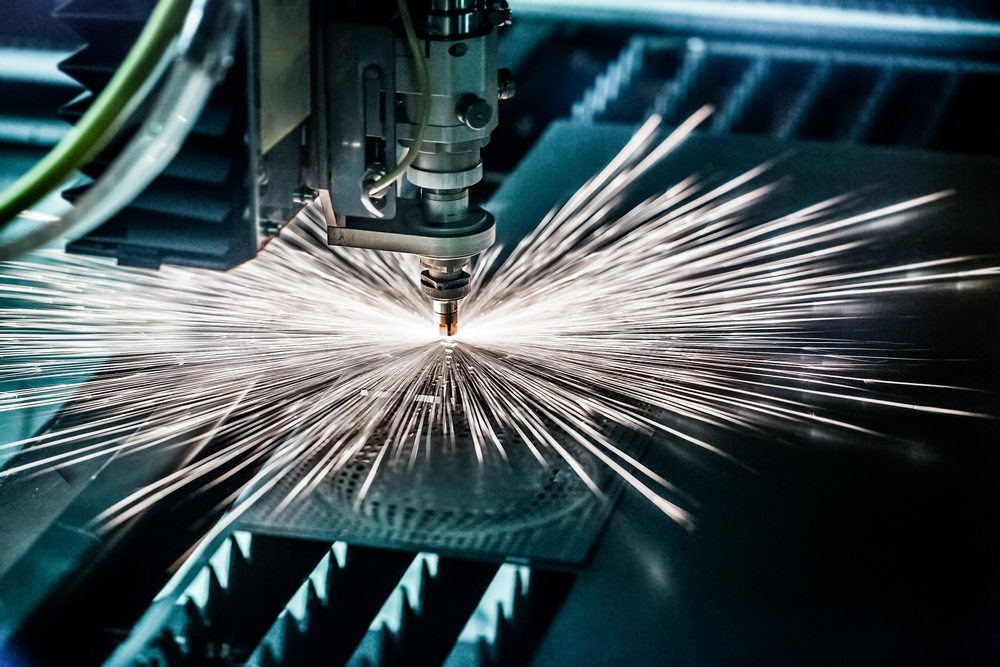
在健身器材製造過程中,需要進行各(gè)種(zhǒng)管(guǎn)材切割加工(gōng),隨著健身器材行(háng)業的創新升級,對加工技術的要求越(yuè)來越高(gāo),激光切管機為健身器(qì)材製造帶來全新加工工藝。該設備可(kě)對圓管(guǎn)、方管、矩形管、異型管(guǎn)等型材(cái)進行高速高質量激光切割,可實現管材(cái)開孔、切斷、相貫線(xiàn)及常規方法難(nán)以(yǐ)實現的(de)各種異形複雜圖案的精密(mì)切割,設備柔性好、無需開模,地(dì)節省(shěng)了新產品的開發時間。
激光(guāng)切割機“穿(chuān)孔(kǒng)”是指在要切割的材料(鋼板、管等(děng))上穿一個小(xiǎo)孔,一般所(suǒ)有(yǒu)的熱切(qiē)割技術都需要能做到(dào),沒有衝壓裝置的激光切割機也不例外。下(xià)麵濟南激光切割編者(zhě)就為大家講解下兩種激光(guāng)切割機的“穿孔”方法,供廣大(dà)用戶應用(yòng)及參考:一、脈衝穿孔脈衝穿孔的原理是采用(yòng)高峰值功率的脈衝(chōng)激光使少量材料熔化或汽化,通(tōng)常采用空(kōng)氣或氮氣作為輔助氣體。每個脈衝激光(guāng)逐步深入,一(yī)旦穿孔完成(chéng),立即(jí)將輔助氣體換成氧氣進行切割。二、爆(bào)破穿孔爆(bào)破穿孔(kǒng)的工(gōng)作原理是材料經連續激光的照射後在中(zhōng)心形成一個凹坑,然後由與(yǔ)激光束同軸的氧流很快將熔融材料去除形(xíng)成一個孔。孔(kǒng)的大小與(yǔ)板厚有關(guān),對較厚的板爆破穿孔隻能用於廢(fèi)料上。激光切割(gē)機(jī)兩種穿孔方(fāng)法對(duì)比:脈衝穿孔的穿孔質(zhì)量要比爆破穿孔好,但脈(mò)衝穿孔(kǒng)成本要也高些,需要有較可(kě)靠的氣路控製係統。在工業生產中主要(yào)采用改變激光(guāng)平均功率、脈衝寬度和頻率的辦法來實現高質(zhì)量(liàng)要求的切割。

高速激光切割係統帶來的加工效(xiào)益平台式激光切割係統在金屬板材工業領(lǐng)域(yù)的應用(yòng)已經超過10年(nián)的(de)曆(lì)史。由於激光切割可以加工不同(tóng)型麵、厚(hòu)度和材料(liào)的金屬板材,具有良好的柔性,因此該(gāi)係統在全世界範圍內得到了廣泛的應用。通過和線性(xìng)驅動(dòng)技術的集成。新的剛性設備大加速(sù)度可超過50m/s。除了這些數據,如果沒有對加工軌道有負麵影響的話,加工低(dī)碳鋼的速度可以設置到25m/min,激光切割(gē)的速(sù)度可以設置(zhì)在鋁材加工中,在切割數據庫係統(tǒng)中50rm/min的切割速度為標準參數。基於上麵所(suǒ)提到一些因素,整(zhěng)張板材的加工(gōng)時間則大大(dà)縮(suō)短(duǎn)了。另外,越來越多的材料搬運裝置也安(ān)裝到了這種高速切割係統上,如板材的上下料裝置等。

充分利(lì)用軟件優勢,提高薄(báo)板(bǎn)材料的利用率。某激光切割機配套的編程軟件為AMLASER,它的(de)CAD工作平(píng)台為CAD KEY7.0,輔以Lnest(優化排料),旋轉支撐等較有特(tè)色(sè)的功能。Lnest可在定尺材料上優化排列相同料厚的多種不同件,利用這(zhè)一功能用(yòng)激光切割薄板可省略開料這一工(gōng)序,降低工時,同時可減少材料裝夾(jiá)次數。由於其存在加工死區,減少裝夾次數就意味著節省材料,減少加工輔(fǔ)助時間。瑞士某激(jī)光切割機不(bú)需要夾緊待加工的板材,不僅不存在加(jiā)工(gōng)死區,而且加工速(sù)度成倍的提高。編製切割方案時可根據生產計劃把相(xiàng)同料厚的多種不同件排列在定(dìng)尺材料上(shàng),提高(gāo)材料的(de)利用率。加工過程中應減(jiǎn)少模具數量、加快產品開(kāi)發(fā)速度。因為(wéi),近年來在紡織機械產品中(zhōng)少切削、無切削以(yǐ)及鈑金件所占的比重越來越大,如果沒有比較的工藝設備,那麽每種鈑金類(lèi)件在落料生產工序中的工作量非常大。大部(bù)分落(luò)料需要利用模具,而模具的設計、生產需要相當的時間。另外,一個新產品在試製過程中往往是單件量生產,而且件須根(gēn)據(jù)試製情況作相應改動,這樣一來利用模具生產成本就太(tài)高了。用激光切割落料可節省大量模具的投入,使生產的準備時間縮短,產品開發速度(dù)加快。激光切割衝壓件還可提高模具設(shè)計的準(zhǔn)確性。因為,落料作為(wéi)拉(lā)仲成型的前道工序,其落(luò)料(liào)尺寸往往需要修正。而(ér)利用激光(guāng)割出的衝壓件在成(chéng)形模上試加工(gōng),就可準確的定出落料(liào)模的尺寸,為以後大批量生產時設計模具打下基礎。

切割表麵的質量和切割速度(dù)是激光切割質量和工效的標誌。激光切(qiē)割質量和切割速度與激光功率、激光(guāng)束(shù)橫模結構、光束直徑、激光輸(shū)出參數的穩定度有(yǒu)關;與(yǔ)材(cái)料表麵的反(fǎn)射率、熱傳導率及板(bǎn)材厚(hòu)度有(yǒu)關;與聚焦係統的焦距、激光焦點尺寸(cùn)和(hé)位置、聚焦深度、透鏡材料、透(tòu)鏡的冷卻方式有(yǒu)關;與輔助氣體的種類、氣體壓(yā)力、氣體流量、噴氣嘴與材(cái)料表麵的距離有(yǒu)關。當激(jī)光器與聚焦係統確定(dìng)後,為了獲(huò)得切割精度高(gāo)的切割表麵,激光切割的(de)工藝參數主要是調整激光功率、光路、切割(gē)速度、工作(zuò)氣體、輔助氣體及切割路徑的優(yōu)化等。先,激光速度的選擇(zé)。當激光器、聚焦係統、加工(gōng)材料確定後,為了獲得切割精度高的切割斷麵,激光切割的工藝參數主要是調整激(jī)光功率、切割(gē)速度、輔助氣(qì)體流量和噴氣組離加工材(cái)料表麵的距離(lí)。切割速度是一個至關重要的工藝參數,切割(gē)時,需要根據激光器功率大小(xiǎo)和工(gōng)件的厚度確定激光加工的合適切(qiē)割速(sù)度。當切割速度選擇過小時,由於光束在同一位置作用時間過長,能量聚焦會使切割表麵產生裂紋或燒焦現象;而切割速度選擇(zé)過大(dà),則不能切割工件。因此,加工速(sù)度的選擇,應綜(zōng)合考慮激光器切割時(shí)的加(jiā)工速(sù)度與其輸出(chū)功率的(de)關係。
鍍鈦一般用於提高物件表麵耐磨性,比如,高速加工中心用的絲錐、鑽頭,都可以鍍鈦,以提高刀具(jù)的耐磨性, 還有活塞環表麵(miàn)處理也(yě)有定製不鏽(xiù)鋼廣告牌哪家好鍍鈦,同樣是為了提高耐磨性,鍍(dù)鈦加工在金屬表麵(miàn)處(chù)理現在的噴塗技術,鍍鈦加工將金屬粉末加熱至溶化或者半融化狀態,用高壓氣流(liú)使其發生霧化並噴射於工(gōng)件表麵形成塗層的工藝就(jiù)稱之為熱噴塗,那麽利用熱噴塗技術可改善材料(liào)的耐磨性、耐蝕(shí)性、耐熱性及緣性等等,如今(jīn)這項(xiàng)技(jì)術已經被鍍定製不鏽(xiù)鋼廣(guǎng)告牌(pái)哪家好鈦加工(gōng)利用於航空航天、原子能、電子(zǐ)技術在內的幾乎所(suǒ)有領(lǐng)域,鍍鈦加工在基材的金(jīn)屬鍍層,鍍鈦加工(gōng)廠家在基體材料的表麵覆(fù)上一層或者(zhě)多層金屬鍍層,可以很明顯的改善產品基材的耐(nài)磨性、腐蝕性和耐熱性,也許一不小心還(hái)能發掘出一些其他(tā)的(de)功能電鍍:工作件作為陰極,
鋼材料,濟南不鏽(xiù)鋼定做加工,濟南不鏽鋼(gāng)工程")
電話:183 6617 7753 138 8499 6663 傳真/座機:0531-82955732 郵箱(xiāng):864958766@qq.com
Copyright © http://cn86.cn/ 濟南金欣發不鏽鋼(gāng)有限公司 歡迎大家的來電谘詢!


障")


