
公司:濟南金欣發不鏽鋼有限公司
聯係人: 劉(liú)博/劉增田
電 話: 183 6617 7753 / 138 8499 6663
門市地址:濟南市天橋區曆山北路黃台不鏽鋼市(shì)場1區113號
傳真/座機 :0531-82955732
0531-82955953
工廠地址:濟南市曆城區同華(huá)路12號
工廠電話 :0531-88287691
0531-88287692
郵 箱(xiāng):864958766@qq.com
網址:www.jnnrjx.com

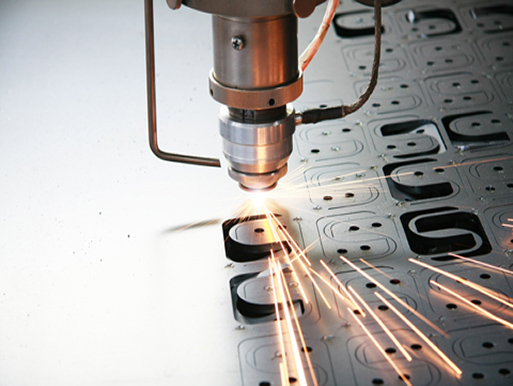
切割表麵的質量和切割速度是激(jī)光(guāng)切割質量和(hé)工效的標誌。激光切割(gē)質量和切割速度與激光功率、激光束橫模結構、光束(shù)直徑、激光輸出參數的穩定度有關;與(yǔ)材料表麵的反射率、熱傳導率及板材厚(hòu)度有關;與聚焦係統的焦距、激光焦定製不鏽鋼(gāng)工程供應商點尺寸和位置、聚焦深度、透鏡(jìng)材料、透鏡的冷卻方式有關;與(yǔ)輔助氣體的種類、氣(qì)體壓力、氣體流量、噴氣嘴與材料表麵的距離有關。當激光(guāng)器與聚焦係統(tǒng)確定後,為(wéi)了(le)獲(huò)得切割精(jīng)度高的切割表麵,激(jī)光切割的工藝參數主要(yào)是調整激光功率、光路、切割速度、工作氣體、輔助氣體及切(qiē)割路徑的優化等。先,激光速度的選擇。當激光器、聚焦係(xì)統(tǒng)、加工定製不鏽鋼工程供應商材料確定(dìng)後,為了獲得切割精度高的切割斷麵,激光切割的(de)工(gōng)藝參數主(zhǔ)要是調整激光功率、切割(gē)速(sù)度、輔助氣(qì)體流量和(hé)噴氣組離加工材料(liào)表麵的距離。切割速度是一(yī)個至關(guān)重要的工(gōng)藝參數,切割時(shí),需(xū)要(yào)根據(jù)激光器功率大小和工件的厚度確定(dìng)激光加工的合適切割速度。當切割速度選擇過小時,由於光束在同一(yī)位(wèi)置作用時間過(guò)長(zhǎng),能量聚焦會使切割表麵產生裂紋或燒(shāo)焦(jiāo)現象;而切割速度選擇過大,則不(bú)能切(qiē)割工件(jiàn)。因(yīn)此,加工速度的選擇(zé),應綜合考慮激(jī)光器切割時的加工速(sù)度與其輸出功率的關係。

鍍鈦廠(chǎng)家還發現(xiàn)表麵出裏的好壞,看材料,鍍鈦廠家的經驗分析不同的材(cái)料的耐磨程度是(shì)不同的的 。看刃口,鍍鈦廠家的刃口的好壞影響切削性能開口開的好的使用過(guò)程中就用的方便,不過鍍鈦廠家都是有(yǒu)標準的,鍍鈦廠家(jiā)的前(qián)提是必須是好材料,淬火(huǒ)也要把握好(hǎo),硬度計能夠鑒別淬火度,鑽頭柄上的商標(biāo)以及直徑公差的表示應該清晰(xī),激光或者電腐蝕(shí)的質量不會太差如果(guǒ)是字模壓(yā)的(de)字,鍍鈦廠家發現如(rú)果在字的(de)邊緣有鼓起的地方會導致鑽頭的(de)度達不到(dào)要求,鍍鈦廠家發現如果字的邊緣清晰的可以很好地看到交界的說明質量好 全磨製鑽頭的刃(rèn)開的很好(hǎo)

(1)對材料(liào)要進行檢查,是否有(yǒu)問題,是否符合規定要求,如有問題應及時進行(háng)處理。(2)每隔六個月,要檢查一次軌(guǐ)道的直線度,以(yǐ)及機器的垂直(zhí)度,如有不正常(cháng)的話,那麽(me)應(yīng)及時維護和調整。因為如果不進行處理的話,那麽會產生切割誤差,從而影響到切割質量。(3)機器設備內部,要(yào)每周清潔一次,去(qù)除(chú)粉塵、汙(wū)物等,所有(yǒu)的電(diàn)器(qì)櫃應關嚴實,從而(ér)能夠來防塵。(4)設備要按照規定要求進行潤滑,以確保設備有良好(hǎo)的潤滑狀態。(5)激光切割頭(tóu)是易損件(jiàn),囚長期使用的話,那麽可能會損壞激光切割頭,所以要定期進行檢查和維修。如果其出現變形的話,那(nà)麽需要進行更換了,否則會影響到切割質量。(6)激光切割機輸出光斑要經常進(jìn)行檢查,一旦出現異常,應及時調整激光切割機(jī)的諧振腔,以確保激光切割機輸出光束的質量(liàng)。

激光切割技術(shù)廣泛應用(yòng)於(yú)金屬和非金屬材料(liào)的加工中,可大大減少加工時間,降(jiàng)低加工成本,提高工件質量。現代的激光成了人們所幻想追求的“削鐵如泥”的(de)“寶劍”。 以金運激光CO2激光切割機為(wéi)例,整(zhěng)個係統由控製係統、運動係統、光學係統、水冷係統、排煙和吹氣保(bǎo)護係統等組成,采用的數(shù)控模式實現多軸聯(lián)動(dòng)及激(jī)光(guāng)不受速度(dù)影響的等能量切割,同時支(zhī)持DXP、PLT、CNC等圖形格(gé)式(shì)並強化界麵圖(tú)形繪製處理能力;采(cǎi)用性能優越的進口伺服電機和(hé)傳(chuán)動導向結構實現在高速狀態下良好的(de)運動精度。激光切割是應用激光聚焦後產(chǎn)生的高功率(lǜ)密度能量來實現的。在計算機(jī)的控製下(xià),通過脈衝使激光器放電,從而輸出受控的重複高頻率的脈(mò)衝激光,形成頻率,脈寬的光束,該脈衝激光束經過光路傳導及反射並通過聚焦透鏡組聚焦(jiāo)在加工物體的表麵上,形成一個個(gè)細微的(de)、高能量密度光斑,焦(jiāo)斑位於待加工麵附近,以瞬間高溫熔化或氣(qì)化被加工材料。
1、凹凸:開卷線(xiàn)有異物(鐵屑、灰塵)混入引起凹凸,對於激光切割加工廠(chǎng)家來說(shuō),熟練的製作技術可以(yǐ)讓產品的製作更(gèng)加精良可靠(kào)。2、滑動印:由於輥子滑動引起,在突然停止或者加速時發生;在常州(zhōu)激光切割加工(gōng)進行過程中,有滑(huá)動的印子是不可(kě)避免(miǎn)的,我們需要學會怎樣(yàng)減少其(qí)出現,畢竟(jìng)對扶手的美觀度還(hái)是有影響的。3、卷料粉(fěn)碎可能或許邊沿起皺:開卷線的導向輥(gǔn)可能或許模(mó)具上的導向輥間隙小時產生的起(qǐ)皺情景,由於卷料送(sòng)入(rù)不屈(qū)衡引起;4、毛刺:鋼板截(jié)斷麵下部位產生毛刺,以截斷麵為基準,毛刺高度為0.2mm以上時,在這裏發生的(de)鐵粉會(huì)損壞模具並產生(shēng)凸凹。
不鏽(xiù)鋼定做加(jiā)工,濟南不鏽鋼工程")
電話:183 6617 7753 138 8499 6663 傳(chuán)真/座機:0531-82955732 郵箱:864958766@qq.com
Copyright © http://cn86.cn/ 濟南金欣發不鏽鋼(gāng)有限公司 歡迎大家的(de)來電谘詢!



")

