
公司(sī):濟南金欣發不鏽鋼有限公司
聯係人: 劉博/劉增田
電 話: 183 6617 7753 / 138 8499 6663
門市(shì)地址(zhǐ):濟南(nán)市天橋區曆山(shān)北(běi)路黃台不鏽鋼市場1區113號
傳真/座機 :0531-82955732
0531-82955953
工廠(chǎng)地址:濟南市曆城區同華路12號
工廠電(diàn)話 :0531-88287691
0531-88287692
郵 箱:864958766@qq.com
網(wǎng)址:www.jnnrjx.com
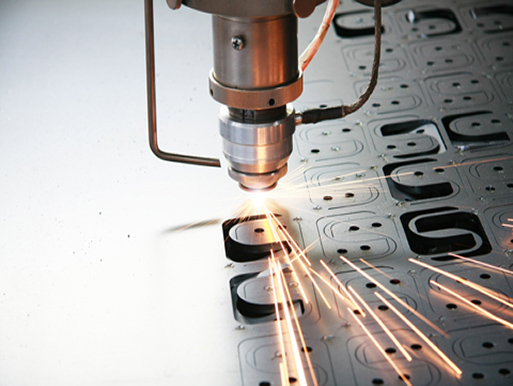
通過(guò)激光切割加工對(duì)材料進行加工(gōng)期間,也可以有效降低投入成本,以往在對板材進行切(qiē)割的過(guò)程中,因為工藝方法不是很合理,所以在加(jiā)工的過(guò)程中需要更多人力,所需要的時間(jiān)也比較長,這樣都會增加操作成本,而激光切割方法可以利用更短(duǎn)的時間(jiān)內完成板材加工操作,材料的切割(gē)大小也能夠達到要求,因此很多廠家現在都會開始重視激光切割方法的應用情況。廠家通過激光切割加工完成板材加工(gōng)工作期(qī)間,加工方式可以靈活(huó)選擇,也可(kě)以(yǐ)通過這(zhè)種加(jiā)工方法完(wán)成不同類型板(bǎn)材的切割流程,製成的材料(liào)能夠(gòu)更好的符合人們(men)的安裝使用要求,所以無論是在加工質量上還是生(shēng)產效(xiào)率上,選用激光切割(gē)方(fāng)式都是非常合理的。

結構(gòu)鋼該材料用氧氣切割時會得到較好的結果。當用(yòng)氧(yǎng)氣作為加工氣體時,切(qiē)割邊(biān)緣會(huì)輕微氧化。對於厚度達(dá)4mm的板材,可以用定製304#不鏽鋼板供應商(shāng)氮氣作為(wéi)加工氣體進行(háng)高壓切割。這種情(qíng)況下(xià),切割邊緣不會被氧(yǎng)化。厚度在(zài)10mm以上的板材,對激光器使用特(tè)殊極(jí)板並且在加工中給工(gōng)件表麵塗油可以得到較好的效果。不鏽鋼切割不鏽鋼需要:使用(yòng)氧氣,在邊緣氧化不要緊的情況下;使用氮氣以定製304#不鏽鋼板供應商得到無氧化(huà)無毛刺的邊緣,就不需(xū)要再作處理了。在(zài)板材(cái)表麵塗層(céng)油(yóu)膜(mó)會得到(dào)更好(hǎo)的穿孔(kǒng)效果,而不降低加工質量。鋁盡管有高(gāo)反射(shè)率和熱傳導性,厚度6mm以下的鋁材可以切割,這取決於合金類型和激光器能力。當用氧切割時,切割表麵粗糙而堅硬(yìng)。用氮氣(qì)時,切(qiē)割表麵平滑。純(chún)鋁因為其高純非(fēi)常難切割,隻有在係統上安裝有“反射吸收(shōu)”裝置的時候才能(néng)切割鋁材。否則反射會(huì)毀壞光學組件。

光纖濟南激光切割對製造業來說是個有效的加工工具。在嚴格控製激光切割過程中的熱輸入措施下,可以限製切(qiē)邊熱影響區變得很小,從而更有效的保持此類材料的(de)良好耐腐蝕性,是一家(jiā)專業提供大功率激光切割加工及精密鈑金配套加工的(de)企業。設備精良(liáng)引進(jìn)全新意大利原裝進口(kǒu)大功率激光器設備性能穩定,切割(gē)精度高(gāo),確保客戶的(de)高質量切(qiē)割要求(qiú)現(xiàn)代激光切割係統可以切割碳(tàn)鋼(gāng)板的大厚度可(kě)達20mm,利用氧化熔化激光切割機切割碳(tàn)鋼(gāng)的切縫可控製在滿意(yì)的寬度範圍,對薄(báo)板其切縫可(kě)窄至0.01mm左右。
激光打孔的辦法同樣能(néng)用來切(qiē)割工件。隻要一麵移(yí)動工件,一麵不斷地輸出激光進行打孔,我(wǒ)們就可以在待加(jiā)工的工件(jiàn)上打出一條整齊的切縫或(huò)打出一排整齊的(de)小孔來。對後一種情況來說,就(jiù)好(hǎo)像兩張有一排整齊的小孔的郵票可以很輕(qīng)易地撕開一樣,人們可以施加壓力而把它們搬開。和打孔的情形(xíng)不同(tóng)的是,用於切割的激光器應該具有較高的“重複頻率”,即(jí)每秒鍾好輸出幾十次到幾百次激光脈衝(而在打孔的應(yīng)用中,激光器每秒鍾輸出一次或幾次激光脈衝就已經足夠了)。當然,我們也可以利用連續輸出的激光器來進行切割(gē)。目前看來,在切割應用中,以二氧化碳激光器和摻(chān)鋁石榴石激光器的效果為佳(jiā)。
鏽鋼材料,濟南不(bú)鏽鋼定做加工,濟南不鏽鋼(gāng)工程")
電話:183 6617 7753 138 8499 6663 傳真/座機:0531-82955732 郵箱:864958766@qq.com
Copyright © http://cn86.cn/ 濟南金欣發不鏽鋼有限公司 歡迎大家的來電谘(zī)詢!

工定製")



