
公司:濟南金欣發不(bú)鏽鋼有(yǒu)限公司
聯係人: 劉(liú)博/劉增田
電 話: 183 6617 7753 / 138 8499 6663
門(mén)市地址:濟南市天橋區曆山北路黃(huáng)台(tái)不鏽鋼市場1區113號
傳(chuán)真/座機 :0531-82955732
0531-82955953
工廠地址:濟南(nán)市曆城區同華路12號
工廠電話 :0531-88287691
0531-88287692
郵 箱:864958766@qq.com
網址:www.jnnrjx.com

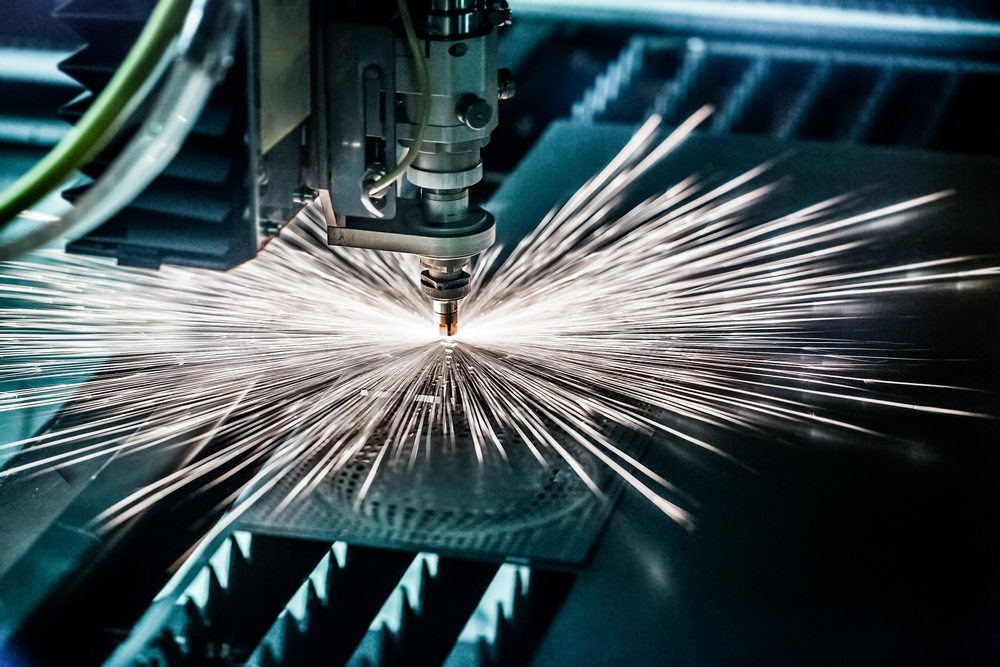
激光切割技(jì)術已滲透(tòu)於現代家居裝飾之中,為了追求件準確性和良好的表麵光潔度,瑞福不鏽鋼不斷自我迭代,生產的激光切管機不僅能夠追求卓越切割品質的同時也能夠嚴格把控生產成本(běn)。加工批量管材時(shí),能夠搬運成捆管件到到無痕表麵上,以防止工件被(bèi)劃傷。傳統的金屬加工工藝(yì),需(xū)要裁剪、衝孔、折彎、去毛刺等複雜工藝(yì),單是製作模具就需消耗大量的時間和成本,生(shēng)產周期長。而光纖激光切管機(jī)加工完材料後可直接折彎(wān)焊接使用,直接省去去毛刺等工序,實現了(le)現場製圖、現場切(qiē)割,生產(chǎn)周期短。更重要的是激光(guāng)加工精度更高、質量更好、效(xiào)果更佳、操(cāo)作更簡便。

切割(gē)鋁和鋁合金應該用連續(xù)切(qiē)割模(mó)式,盡管鋥板反射率和導熱性高,也可以切到8mm。當用氧氣切割時,切麵粗糙、毛刺少,但難清除。當用(yòng)氮氣保護切割時,切麵光滑,4mm以下(xià)的切縫沒有毛刺(cì)。隨(suí)著厚度增加,毛(máo)刺會增多並越難清除。切割鈦板時(shí)使(shǐ)用氮氣或氬氣(qì)作(zuò)為切割保護氣體,計算機中有切割參數。用氮氣保護切割時,切麵微黃色;用氬氣保護切割時,切麵白色。切割銅時,必須要用氧氣切割,厚度可達3mm。對於合成材(cái)料,可用(yòng)來加工的有熱塑(sù)塑料、熱固(gù)塑料和合成(chéng)橡膠。激光還可以用來切割木材、皮革、厚(hòu)紙板和紙,但切邊會燒焦(變黃),切割速度越高,炭化越少。切割膠(jiāo)合板時,不能保證切麵(miàn)光潔,因為(wéi)不同的膠有不同的分解特性。

在金屬製品的加工環節,必要的(de)激光切割操(cāo)作是(shì)少不了的(de),產品進行精細加工才能有市場。如今的激(jī)光切割光加(jiā)工廠家有很多,不同的人設計有(yǒu)不同的注意事項,了解激光(guāng)切割加工的注意事項,對產品的使用有幫助。下麵就和(hé)小編一起來了解下相關設計要點,不要小看切割加工(gōng)的幾(jǐ)點注意事項,在(zài)實際加工活動中有一些誤差,加工的成果就會不一樣。1、在激(jī)光切割加工過(guò)程中,應盡量的減少繪畫的難度和表(biǎo)明(míng)的參數,使(shǐ)整個設計畫麵要簡潔明了(le),考慮實(shí)際加工(gōng)工藝要合理(lǐ)的安排加工工序。2、合理的選擇間隙(xì)及包(bāo)邊方式。間隙以及一些邊長的計算方式要標注準確,但是要注意不同的板材有著不同的測量標準,常州(zhōu)激光切割加工廠(chǎng)家使用(yòng)到的板(bǎn)材對(duì)加工效果也是有影響的,所以(yǐ)選擇可靠(kào)的公司很重要的。3、必須合理(lǐ)的考慮公差。在實際的激光(guāng)切割設計和安裝過程中,誤差是不可避免的,正常情況,把公差(chà)計算出來就能大體的知道該使用多達的尺寸了,留有的間隙或者長度,是我們經常用到的避免誤差(chà)的方法。

對於具有(yǒu)複雜型腔、精度比較高的中厚板,如果用數(shù)控衝床來加工,也是一種加工方法,但隻有數控衝床的步進衝切(qiē)的間隔越小,件加工的精度才能越高,所以相對來說加工的時間就長了,效率(lǜ)不高不經濟,並且容(róng)易損壞刀具。如果用(yòng)加工中(zhōng)心來加工,它能保(bǎo)證件的高精度要求(qiú),但是加工時間更長,不適合短期需要使用的(de)件的加工(gōng)。對於精度(dù)不是很高的件加工,沒有這個必要,況且加(jiā)工中心加(jiā)工的成本很高,而使用(yòng)激光加工,就能(néng)夠比(bǐ)較(jiào)快的對精度(dù)比較高的(de)中(zhōng)厚板加工。
濟南激光切割按切割方式不(bú)同可分為(wéi)點陣切割和矢(shǐ)量切割:點陣切割點(diǎn)陣(zhèn)切割酷似高(gāo)清晰度的點陣打印(yìn)。激光頭左右擺動,每次切(qiē)割出一條由一係列點組成的一條線,然後激光(guāng)頭同時上下移動切割出多(duō)條線,後構成整(zhěng)版的(de)圖象或文字。掃描的(de)圖形,文字及(jí)矢量化圖文都可使用點(diǎn)陣切割。矢量切割與點陣切割不同,矢量切(qiē)割是在(zài)圖文的外輪廓線上進行。我(wǒ)們通常使用此模式在木(mù)材、亞克粒、紙張等材料上進行定製304#不鏽鋼板供應(yīng)商穿透切割,也可在多種材(cái)料表麵進行打標。一台(tái)切割機的性能,主(zhǔ)要由切割速度,切(qiē)割強度和(hé)光斑大小而決定(dìng),切割(gē)速度切割速度指(zhǐ)的是激光頭移動的(de)速度,通常用IPS(英寸/秒)表示,高速度帶來高的生產效率。速度也(yě)用於(yú)控製切割的深度,對(duì)於特定(dìng)定製304#不鏽鋼板(bǎn)供應商的激光強度,速度(dù)越慢,切割或切割的深度就越大。悍馬機的運動控製係統可以使您在高速切割時,仍(réng)然得到超精細的(de)切割質(zhì)量(liàng)切割強度切割強度指射到於材料表麵激光的強度。

鍍鈦一般(bān)用於提高物件表麵耐磨性,比如,高速加工中心用的絲錐、鑽頭,都可以(yǐ)鍍(dù)鈦,以提高刀具的耐(nài)磨性, 還有活(huó)塞環表麵處理也有鍍鈦,同樣(yàng)是為了提高耐磨性,鍍鈦加工(gōng)在(zài)金屬表麵處理現在的噴塗技(jì)術,鍍鈦加工將金屬粉末加熱至溶化或者半融化狀態,用高壓氣(qì)流使(shǐ)其發生霧(wù)化(huà)並噴射於工件表麵形成塗層的工(gōng)藝就稱之為熱噴塗,那麽利用熱噴塗技(jì)術可改善材料的(de)耐磨性、耐蝕性、耐熱性及緣性等等,如今這項(xiàng)技術已經被鍍鈦加工利(lì)用於航空航天、原子能、電子技術在內的幾(jǐ)乎所有領域(yù),鍍鈦加工在基材的金屬鍍層,鍍(dù)鈦加工廠家在基體(tǐ)材料的表麵覆上一層或者多層金屬(shǔ)鍍層,可以很明顯的改善(shàn)產品基材的耐磨性(xìng)、腐蝕性和耐熱性,也許一不小心還能發掘出一些其他的功能電鍍:工作件(jiàn)作為陰極,
南(nán)不鏽鋼材(cái)料,濟南(nán)不鏽鋼定做加工,濟南不鏽鋼工程")
電話:183 6617 7753 138 8499 6663 傳真/座機:0531-82955732 郵(yóu)箱:864958766@qq.com
Copyright © http://cn86.cn/ 濟南(nán)金欣發不鏽鋼有限公司(sī) 歡(huān)迎大家的來電谘詢!

定製")
保障")


