
公司:濟南金欣發不鏽鋼有限公司(sī)
聯係人: 劉博/劉增田
電 話: 183 6617 7753 / 138 8499 6663
門市(shì)地址:濟南市天橋區(qū)曆山北路黃台不鏽鋼市場1區113號
傳真/座機 :0531-82955732
0531-82955953
工廠地址:濟南市曆城區(qū)同華路(lù)12號
工廠電話 :0531-88287691
0531-88287692
郵 箱:864958766@qq.com
網址:www.jnnrjx.com

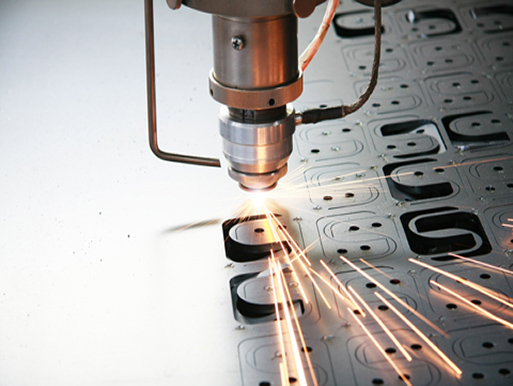
1、切(qiē)割速度:取決於激光的功率密度和被切材料的熱物理性質及其(qí)厚(hòu)度等。對於的激光切割條件(jiàn),有一合理的(de)切割速度範圍,切割速度過高,切口清渣不盡,甚至切不透;激光切割機(jī)的切割速度太低,則材料(liào)過燒,切口寬度和熱影響(xiǎng)區大(dà)。2、切割軌跡:在進行(háng)常州(zhōu)激光切割(gē)加工過程(chéng)中,對於(yú)複雜輪廓或具有拐點的(de)件的切割,由於加(jiā)速度的變(biàn)化,容易使拐(guǎi)點處過熱熔化而形成塌角,因而(ér)合(hé)理的切割軌跡是避免這(zhè)一現(xiàn)象(xiàng)的有效辦法之一。所以,這是激光切割技(jì)術成熟就比較重要的,這樣切割出現失誤的可(kě)能性也比較少。切割速度和切割軌跡兩者終都會影響激光切割(gē)加工的速度和效果,切割(gē)加工的(de)成品不好,也會影響產品的銷量。

國經(jīng)濟快速翻開,經過引(yǐn)入和模(mó)仿,激光切割機入行門檻靈敏降低,國產(chǎn)化發展加速,民營激光切割機公司順勢興(xìng)起,品牌落地生根。跟著轉型晉級的(de)加速,各種疑問(wèn)不(bú)可防止的出現在各公司,變成(chéng)轉型期的工作的一種阻撓。在激光切割機(jī)越來越老到的今(jīn)日,各品牌、商品和公司之間的競(jìng)賽,已不是單一要(yào)素的(de)競賽,除報價、質量等顯性要素外,效能、附加值、途徑、公司翻開戰略(luè)等隱性要素也是公司和品牌久遠翻開(kāi)、可持續翻開競(jìng)賽的重要(yào)方麵。隻需做好在雜亂商場環境下進行嚴格競賽的預備,才調聳峙(zhì)於激光切割機品牌之林。轉變觀念建立久遠翻開觀激(jī)光(guāng)切割機工作的翻開需求(qiú)內修外煉,要需求做到的就是轉變觀念,建立久(jiǔ)遠的翻開觀(guān)念(niàn)並擬定可行的(de)翻開政策。並不斷行(háng)進(jìn)公司處置(zhì)水平,行(háng)進處置全體效能,合理優化有些計(jì)劃,防(fáng)止人力資源(yuán)以及時間的浪費,一起(qǐ)優化公司內部競賽機製(zhì),行進職工(gōng)的工作本質,以點帶麵,推進工作品牌締造(zào)。
鍍鈦是在高溫,真空鈦金爐(lú)內(nèi),鈦、鋯金屬。借用惰性氣體的輝光放電使金屬或合金蒸(zhēng)氣離子(zǐ)化,離子經電場加速(sù)而沉積帶負電荷的不鏽鋼板上,從而形成色澤豐(fēng)富豔麗的金屬膜。鍍(dù)鈦一般用於提高物件表麵耐(nài)磨性,比如,高速(sù)加工中心用的絲錐、鑽(zuàn)頭,都可以鍍鈦(tài),以提高刀具(jù)的耐(nài)磨性(xìng), 還有活塞環表麵(miàn)處理(lǐ)也有鍍鈦,同樣是為了提高耐磨性, 另外還有裝飾性鍍鈦,不如街頭上幾快錢就(jiù)能買到的類似黃金戒(jiè)指,一般都是鍍鈦處理裏的.主(zhǔ)要是顏色金黃,好看.防止物件(jiàn)表麵氧(yǎng)化,鏽蝕等.

隨著工業激光產業的快速發展,市場對激光加工技術的要求越(yuè)來越(yuè)高,激光技術(shù)已從單一應用(yòng)逐漸轉向(xiàng)多元化(huà)應用,激光加工方麵不再是單一的切割或(huò)者(zhě)焊接,市場對激(jī)光加工要求切割和焊接一體化的需求也越來越多,激光切割和激光焊接(jiē)的(de)切焊一體化激光加工設備應運而生。激光焊是(shì)以聚焦的激光(guāng)束作為能源轟擊焊件所產生的熱量進行焊接的一種高效精密的焊接方法。激光焊接是激光材料加工技術應用的重要方麵之一。20世紀70年代主要(yào)用於焊接薄壁(bì)材料和低速焊接,焊接過程屬熱傳導型,即激光輻射(shè)加熱工件表麵,表麵熱量通過熱(rè)傳導向內部擴散,通過控製激(jī)光(guāng)脈衝的寬度、能量、峰值功率(lǜ)和重複頻率等參數,使工件熔化,形成特定的(de)熔池。由於其的優點,已成功應用於微、小型件的精密焊接中。

濟南激光(guāng)切割按切割方式不同(tóng)可分為點陣切割和矢量切割:點陣切割點陣切割酷似高清晰度的點(diǎn)陣打印。激(jī)光頭(tóu)左右擺動,每次切割出一條由一係列(liè)點組成的一條線,然後(hòu)激光頭同時上下移動切割(gē)出多條線,後構(gòu)成整版的(de)圖象或文字。掃(sǎo)描的圖形,文字及矢量化圖文(wén)都可使用點陣切割。矢量切割與點陣切割不同,矢量切割是在圖文的外輪廓線上進行。我們(men)通常(cháng)使用此(cǐ)模式在木材、亞克粒、紙張(zhāng)等材料上進行定製不鏽鋼異型件(jiàn)供應(yīng)商穿透切割,也可(kě)在多種材料表麵進行(háng)打標。一台切割機的性能,主要由切割速度,切割(gē)強度和(hé)光斑大(dà)小而(ér)決定,切割速(sù)度切割速度指的(de)是激光頭移動的速度,通常用IPS(英寸/秒)表示(shì),高速度帶來高的生產效率。速度(dù)也用於控製切(qiē)割(gē)的深度,對於特定定製不鏽鋼異(yì)型件供(gòng)應商的激光強度,速(sù)度越(yuè)慢,切割或切割的深度就越大。悍馬機的運動控(kòng)製係統可以使您在高速切割時,仍然得到超精細的切割質量切割強度切割強度(dù)指射(shè)到於材料表麵激(jī)光的強度。

結構鋼該材料用氧氣切(qiē)割時會得到較好的(de)結果。當用(yòng)氧氣作(zuò)為加工氣體時,切割邊緣會(huì)輕微氧化。對於厚度達4mm的板材(cái),可以用氮氣作為加工氣體進行高壓切割。這種情況下,切割邊緣不會被氧化。厚(hòu)度在10mm以上的板材,對激(jī)光器使用特殊極板並且在加工中給工件表麵塗油可以得到較好的效(xiào)果。不鏽鋼切割不鏽鋼需要:使用氧氣,在邊緣氧化不要緊的情況下;使用氮氣以得到無氧化無毛刺的邊緣,就不需要再作處理(lǐ)了。在板材表麵塗層油(yóu)膜(mó)會得到更好的穿孔效果,而不降低加工質量。鋁盡管有(yǒu)高反(fǎn)射率和熱傳導性,厚度(dù)6mm以下的(de)鋁材可以切割,這取決於合金類型和激光器能力。當用氧切割時,切割(gē)表麵粗糙而堅硬。用氮(dàn)氣時,切割表麵平滑。純鋁因為其高純非常(cháng)難切割,隻(zhī)有在係(xì)統上安裝有“反射(shè)吸(xī)收”裝置的時候(hòu)才能切割鋁(lǚ)材。否則(zé)反射(shè)會毀壞光學組件。
料,濟南不鏽鋼定做加(jiā)工,濟南(nán)不(bú)鏽鋼工程")
電話:183 6617 7753 138 8499 6663 傳真/座機:0531-82955732 郵箱:864958766@qq.com
Copyright © http://cn86.cn/ 濟南金欣發不鏽鋼有限公司(sī) 歡迎大家的來電谘詢!



家")

