
公司:濟(jì)南金欣發不鏽鋼有(yǒu)限(xiàn)公司
聯係人: 劉博/劉增田
電 話: 183 6617 7753 / 138 8499 6663
門(mén)市地址:濟南市天橋區曆山北路黃(huáng)台不鏽鋼市場1區(qū)113號
傳(chuán)真/座機 :0531-82955732
0531-82955953
工廠地(dì)址:濟南市曆(lì)城區同華路12號
工廠電話 :0531-88287691
0531-88287692
郵 箱:864958766@qq.com
網址:www.jnnrjx.com

鍍(dù)鈦是在高(gāo)溫,真空鈦金爐內,鈦、鋯金屬。借用惰性(xìng)氣體的輝光放電使金屬或合金蒸氣離子化,離子經電場加速而沉積帶負電(diàn)荷的不鏽鋼板上,從而形成色澤豐富豔麗的(de)金屬(shǔ)膜。鍍(dù)鈦一般用於(yú)提高物件(jiàn)表麵耐磨(mó)性(xìng),比如,高速加工中(zhōng)心用的絲錐、鑽頭,都可以鍍鈦(tài),以提高刀(dāo)具的耐磨性(xìng), 還有活塞環表麵處理也有鍍鈦,同樣是為了提高耐磨性, 另外還有裝飾性鍍(dù)鈦,不如(rú)街(jiē)頭上幾快錢就(jiù)能(néng)買到的類似黃金戒指,一般都是鍍鈦處理裏的.主要是顏色金黃,好看.防止(zhǐ)物件表麵氧化,鏽蝕等.

1.恪守一般激光設備安全操作規程。嚴厲依照激光(guāng)器發動程序發動激光器。2.操作者須(xū)通過培(péi)訓,熟(shú)悉設備結構、功能,把握操作係統有關知識(shí)。3.按規則穿戴好勞作(zuò)防護用品,在激光(guāng)束鄰近有必要(yào)佩戴符合規則的防護眼鏡。4.在未澄清某一資料是否(fǒu)能用激光照耀或加熱前(qián),不要(yào)對其加工,防止發作煙霧和蒸氣的潛在風(fēng)險。5.設備開動時操作人員不得(dé)私行脫離崗位或托人待管,如確實需求脫離時(shí)應停機或堵截電源開關。6.要將滅火器放在順手可及的當地;不加(jiā)工時(shí)要關掉(diào)激光器或光(guāng)閘;不要在未加防護的(de)激光束鄰(lín)近放置紙張、布或其他易燃物。7.在(zài)加工過程中(zhōng)發(fā)現(xiàn)異常時,應立即(jí)停機,及時排除毛病或上報主管人員。8.堅持激(jī)光器、床身及周圍場所整齊、有序、無油汙,工件、板材、廢料按規則堆放。9.運用氣瓶時,應防止壓壞焊接電(diàn)線,防止漏電事端發作。氣瓶的運用(yòng)、運送(sòng)應恪守氣(qì)瓶督查規程。製止氣瓶在(zài)陽光下爆曬或靠近熱源。敞開瓶閥時,操作者有(yǒu)必要站(zhàn)在瓶嘴旁邊麵(miàn)。10.修理時要恪守高壓安全規程。每作業40小時或每周(zhōu)保護、每作(zuò)業(yè)1000小時或每(měi)六個月保護時,要依照規則和(hé)程序進(jìn)行。11.開機(jī)後應手動低速X、Y方向開動機床,查看(kàn)承認有無(wú)異常(cháng)狀況。12.對新的工件程序輸入後,應先試運轉,並查看其運轉狀(zhuàng)況。13.作業時,留意調查機床運轉狀況(kuàng),防(fáng)止激光切割機走出有用行程規模或兩台發(fā)作碰撞(zhuàng)造成事端。

1激(jī)光切割原理(lǐ)激光是一種高亮度、方向性好以及單色性好(hǎo)的相幹光(guāng)。聚焦後的(de)激光束照在任何堅硬的材料上都將產(chǎn)生上萬度的高溫。在此高溫下,任何堅硬的材料都將(jiāng)瞬時急(jí)劇熔(róng)化和蒸發,並產生很強烈的衝擊波,使熔化物質爆炸式(shì)地(dì)噴射(shè)去除。2激光切割分(fèn)類激光切割的分類(lèi)標準有多種,一般根據激光切割原理和激光器對激光切割工藝進行分類,此(cǐ)外還可按組成結構、切割材料、工作空間等進行分類。先,按照切割原理分類,可以分為:汽化(huà)切割、高壓氣聚焦熔化切割、氧化熔化(huà)切割。汽化切割:在高功率密度(dù)激光束的加熱下,0.5~6.0mm板材表麵溫度會迅速升至沸點溫度,足以避免熱傳導造成的熔化,於是部分材料(liào)氣化成蒸汽消失,部分材料作為噴出物從切縫底部被輔助氣體流吹走。切割氣體一般用氮氣或氬氣。 高壓氣聚焦熔化切割:當入射(shè)的激光束功率密度超過某一值(zhí)後,光束照射點處材料內部開始蒸發(fā),形成孔洞(dòng),其將作為黑體吸(xī)收所有的入射光束能量。小(xiǎo)孔被熔化金屬壁所(suǒ)包圍,然後與光束同軸(zhóu)的(de)輔助氣流把孔洞周圍的熔融材料帶(dài)走。切割氣體一(yī)般用氮(dàn)氣。
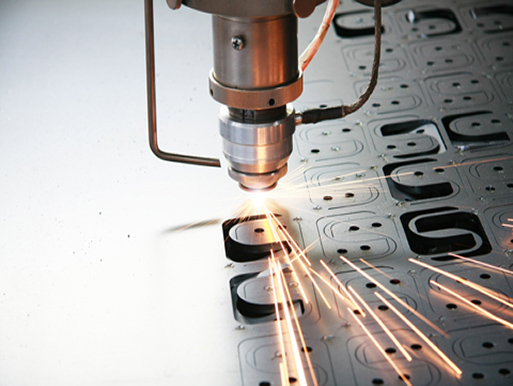
激光切割機“穿孔”是指在要切割的材料(liào)(鋼板、管(guǎn)等)上穿一個小孔,一般所有(yǒu)的熱切割技術都(dōu)需要能(néng)做到,沒有衝壓裝置的激光切割機也不例外。下麵濟南激光(guāng)切割編者就為大家講解下兩種激光切割機的“穿孔”方法,供廣大用戶應用及參考(kǎo):一、脈衝穿孔脈(mò)衝穿孔的原理(lǐ)是采用高(gāo)峰值功率的脈衝(chōng)激光使少量(liàng)材料(liào)熔化或汽化(huà),通常(cháng)采用空氣或氮氣作為輔助氣體。每個脈衝激光逐步深入,一旦穿孔完成,立即將輔助氣體換成氧氣進(jìn)行切割。二、爆(bào)破穿孔爆破穿孔的工作原理是材料經連續激光的照射後在中心形成一個凹坑,然後(hòu)由與(yǔ)激光束同軸(zhóu)的氧流很快將熔融材料去除形成一個孔。孔的(de)大小與板厚(hòu)有關,對較厚的板爆(bào)破穿孔隻能(néng)用於廢料(liào)上。激光(guāng)切割機兩種(zhǒng)穿孔方法對比:脈衝穿(chuān)孔(kǒng)的穿孔(kǒng)質量要比爆破穿孔好(hǎo),但脈衝穿(chuān)孔(kǒng)成本要也高些,需要有較可靠(kào)的氣路控製係統。在工業生產中主要采用改變激光平均功率、脈衝寬度和頻率(lǜ)的辦法來實現高質(zhì)量要(yào)求的切割。

高速彈力絲機熱箱部件(jiàn)中的盛液管是一個比較複雜(zá)的不鏽鋼圓管(guǎn)件,管壁厚度2mm,管身上在不同角度、不同長度(dù)上專業304#不鏽鋼板廠家分布著不同直徑的圓(yuán)孔(kǒng)、橢圓孔以及尺寸(cùn)較大的多個(gè)長方孔,尺寸(cùn)精度、位置精(jīng)度要求較高。以前用(yòng)專用組合衝模加工,由於(yú)受定位精度、衝裁力以及模具失精(jīng)的影響(xiǎng),件質量一直不能令人專業304#不鏽鋼板廠家滿意。而用激光切割機加工,輔助動力頭和配套夾具解(jiě)決了裝夾定位的問題,產品質量明顯提高,達到了設計要求。
鋼材料,濟南不鏽鋼定做加工,濟南不(bú)鏽鋼工程")
電話:183 6617 7753 138 8499 6663 傳真/座機:0531-82955732 郵箱:864958766@qq.com
Copyright © http://cn86.cn/ 濟南金欣發不鏽鋼有(yǒu)限(xiàn)公司 歡迎大家(jiā)的來電(diàn)谘詢!





