
公(gōng)司:濟南金欣發不鏽鋼有限公司
聯係人: 劉博/劉增田
電 話: 183 6617 7753 / 138 8499 6663
門(mén)市地址:濟南市天橋區曆山北路黃台不鏽鋼市場1區113號
傳真/座機 :0531-82955732
0531-82955953
工廠地址:濟南市(shì)曆城(chéng)區(qū)同華路12號
工廠(chǎng)電話 :0531-88287691
0531-88287692
郵 箱:864958766@qq.com
網址:www.jnnrjx.com

真空(kōng)鍍膜和噴塗工藝等 真空鍍膜包括:磁控濺射法,電弧離子鍍法等,如果在(zài)鍍膜過程中通入氮氣可以形成氮化鈦,鍍(dù)層顏色金黃色,否則白色(sè)。該方法鍍層薄,一般在15個(gè)微米左(zuǒ)右,鍍層光亮不(bú)需要後續加工。噴塗的方法有冷噴塗法。塗層(céng)很厚可以達到(dào)毫米量級,表麵粗糙需要(yào)後續加(jiā)工(gōng)碳化鈦與(yǔ)氮化鈦鍍層的區別(bié):顏色不同,碳化鈦(黑(hēi)色)氮化鈦(金色)硬度不同,碳化鈦比氮化鈦硬度高,但抗高溫氧化性能碳化鈦(tài)不如氮化鈦,因(yīn)此衍(yǎn)生出碳氮化鈦(tài)膜。近些年還比較的有氮化鈦鋁,氮化鉻膜等。在工藝上碳化鈦(tài)比氮化鈦工藝難一些,控製範圍更窄。以上的兩種鍍(dù)層工藝已經(jīng)非常成熟,分裝飾鍍和刀具(jù)鍍,裝飾鍍一般很薄不超過1微米,工具鍍要求較厚3-5微米。

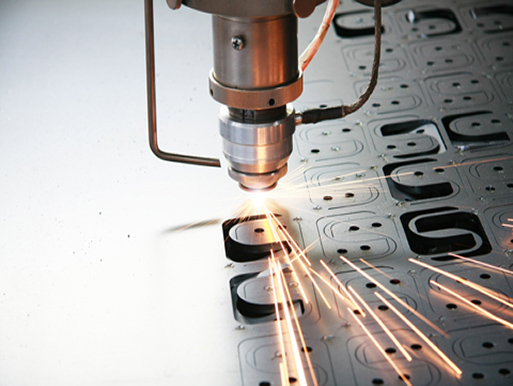
激光切(qiē)割技術廣泛應用於金屬和非金屬(shǔ)材料的加工中,可大大減少(shǎo)加工時間,降低加工成本,提高工件質量(liàng)。激光加工使用的“刀具”是聚焦後的光點,不需要額外增添其它(tā)設備和材料,隻要激光器能正常工作,就可以長時間連續加工(gōng)。激光加工速度快,成本(běn)低(dī)廉。激光加(jiā)工由計算機自動控製,生(shēng)產時不需人(rén)為幹預。1.激光切割加工中,碳素鋼和不鏽鋼這兩種材(cái)質,在切割(gē)厚度上,是否一樣?這(zhè)個問題,很明顯,其答案是為不一樣(yàng),因為,碳素鋼和不鏽鋼,這是兩種不同(tóng)材料,所以在激(jī)光切割加工中,其在切割厚度這一具體方麵上,肯定是(shì)不一樣的(de)。對於碳素鋼,其切(qiē)割厚度主要是取決於激(jī)光輸出功率(lǜ),而對不(bú)鏽鋼,則還有一些其它因素。2.鋁板和不鏽鋼板,它們在激光切割加工中,是否有區別?鋁板,其發射率是比(bǐ)較高的,並(bìng)且其粘性強,而不鏽(xiù)鋼板,其則是有自身一些特點的,所以,這兩個是(shì)不同切割材料,因此,使用激光切割加工(gōng)的話,肯定是有區別的,不管是在切割(gē)效果,以及一些其它方麵上。所以,對這個(gè)問題,毋庸置疑,其回答是為有區別。

使(shǐ)用過激(jī)光切割技術的用戶都知道(dào),激光切割加工技術是一種利用激光束在配件的表麵不斷的運動來實現的,而這種工作中的激光束是(shì)有很(hěn)好的導向性,也是具備(bèi)很好的相關性,其切割的能力的密(mì)度好(hǎo)、也是(shì)很大的。下麵濟南激光切割(gē)加工小編就來(lái)給大家具體說(shuō)一下加工技術具有哪些特點。1、在切割質量上是高質量、精細的(de)這種激光(guāng)設備在(zài)切割的時候使用的激光束(shù)可以聚焦成很(hěn)小(xiǎo)的光點,可以使激光切割機達到很高的使用功率,因此,它的切割速度很快、精(jīng)度很高(gāo)、也可以保證工件不會出現變形的情況。

家具產品大部分需要(yào)用到金屬管材(cái)和板材的加工,由於金屬加工難度大,以往的金屬家具價格非常昂貴。相比傳統加工方式,激定製不鏽鋼刨槽供應商光加工(gōng)具有圖形(xíng)任意、尺寸和(hé)深淺度調節隨意、精度高、速度快、切口(kǒu)光滑。無毛(máo)刺、自動排版省(shěng)材料、無模(mó)具(jù)消耗等優(yōu)勢。在同等(děng)成本、同等產量下,激光切割機卻能夠提供(gòng)更多家具(jù)定製不鏽(xiù)鋼刨槽供應商產品(pǐn)種類,保證加工精度的同時,實現家(jiā)具產品多樣化和(hé)多功能化,更好的適應人們對於家裝多。樣化,個性(xìng)化的需求,大程度地提高生產效率、降低成本(běn)。

(1)對(duì)材(cái)料要進行(háng)檢查,是(shì)否有問題,是否符(fú)合規定要求(qiú),如(rú)有問題應及時進行(háng)處理。(2)每隔六(liù)個月,要檢查一次軌道的直線度,以及機器的垂直度,如有不正常(cháng)的(de)話,那麽(me)應及時維護(hù)和調整。因為如果不(bú)進行處理的話,那麽會產生切割(gē)誤差,從而影響到切(qiē)割質量。(3)機(jī)器設備內部,要每周清潔一次,去除粉塵(chén)、汙物等,所有的電器櫃應關嚴(yán)實,從而能夠來防塵。(4)設備要按照規定要求(qiú)進行(háng)潤滑,以確保設(shè)備有良好的潤滑狀態。(5)激光切割(gē)頭是(shì)易損件,囚(qiú)長期使用的(de)話,那麽可能會損壞激光切割頭,所以要定期進(jìn)行(háng)檢查和維修。如果(guǒ)其出現(xiàn)變形的話,那麽需要進行更(gèng)換了,否則會影響到切割質量。(6)激光切割機輸出光(guāng)斑要經常進行檢查,一旦出現異常,應及時調整激光切割機的諧振腔,以確保激光切割機輸出光束的質量。
當(dāng)前機床發展趨勢為高轉速、高精度及高品質。高速運轉作業對模具(jù)、切削刀具、機械配件的表麵處理要求亦愈來愈高。延長使用年限、降低生產成本、創造較(jiào)高利潤,是業者共同追求的目標。濟(jì)南激光切割加工以PVD技術開發(fā)的陶瓷硬膜的種類日漸增多,包括氮化鈦、碳氮化鈦、碳化鈦、氧化鋁、類鑽(zuàn)膜和氮化鋁鈦等。此類陶(táo)瓷硬膜目前應用於刀具或模具上,不但可提高刀具表麵耐磨性,且不失金屬基材的韌性。隨著近來(lái)機(jī)床技術(shù)的新突破,切削加工(gōng)已走向高速化,以縮短(duǎn)切削時間和提高加工件表麵精度。為了(le)配合高速加工、大量(liàng)節省加工時間與成本,刀具的改進已成為重要的因素(sù)。濟南激光(guāng)切割加工(gōng)因有較高耐磨性和硬度,在刀具市場上的比重日益(yì)增加。加工時要獲得佳效益必須選擇適當的(de)表(biǎo)麵處理,中、重(chóng)負荷模具需采(cǎi)用CVD高溫鍍鈦,輔以精密真空熱處理,才能達到可接受的變形量。此部分常用於冷鍛(duàn)衝模、油壓抽引模、碳化(huà)鎢(wū)抽線、抽(chōu)管。在中、低負荷或精度要求嚴格的刀具、模具及(jí)機械配件的應用上,則以(yǐ)低溫(150℃~500℃)PVD鍍鈦較為適(shì)當。

電(diàn)話:183 6617 7753 138 8499 6663 傳真/座機:0531-82955732 郵箱:864958766@qq.com
Copyright © http://cn86.cn/ 濟南金欣發不(bú)鏽鋼有限公司 歡迎大家的來電谘詢!


量保障")


